 Odpowiedź na tytułowe pytanie wymaga przynajmniej skrótowego omówienia obu technologii. O wiele łatwiejsza jest odpowiedź na pytanie: co łączy obie technologie? Chyba głównie to, że obie służą wytwarzaniu produktów z plastiku. Inne podobieństwa praktycznie nie występują – rotomoulding i formowanie wtryskowe to dwa diametralnie różne sposoby podejścia do tematu formowania tworzyw sztucznych.
Odpowiedź na tytułowe pytanie wymaga przynajmniej skrótowego omówienia obu technologii. O wiele łatwiejsza jest odpowiedź na pytanie: co łączy obie technologie? Chyba głównie to, że obie służą wytwarzaniu produktów z plastiku. Inne podobieństwa praktycznie nie występują – rotomoulding i formowanie wtryskowe to dwa diametralnie różne sposoby podejścia do tematu formowania tworzyw sztucznych.
Sercem obu technologii są formy do odlewania i dlatego to od nich zaczniemy porównywanie rotomouldingu z metodą wtryskową.
Formy do rotomouldingu i metody wtryskowej: waga piórkowa i superciężka
 Poza nazwą niewiele je łączy. Formy stosowane w rotomouldingu to wykonane z blachy stalowej lub odlane z aluminium naczynia. Ich wewnętrzne ukształtowanie odpowiada zewnętrznej powierzchni gotowego wyrobu. Konkretne rozwiązania techniczne stosowane przy rotomouldingu służą temu, aby wsypane do formy tworzywo upłynnić (ogrzewając do temperatury około 200°C), rozprowadzić równomiernie po jej wnętrzu, a w finale ochłodzić, aby zakrzepło w kształcie nadanym przez formę. Ścianka formy jest stosunkowo cienka, ponieważ w trakcie odlewania nie działa na nią ani wysokie ciśnienie, ani nie jest poddawana nadmiernym obciążeniom mechanicznym. Wykonanie prostej formy do rotomouldingu jest możliwe nawet przy użyciu spawarki i nieskomplikowanych, ręcznych narzędzi ślusarskich. Trudniejsze jest wytwarzanie form aluminiowych metodą odlewania lub – w przypadku bardziej skomplikowanych kształtów – frezowania CNC.
Poza nazwą niewiele je łączy. Formy stosowane w rotomouldingu to wykonane z blachy stalowej lub odlane z aluminium naczynia. Ich wewnętrzne ukształtowanie odpowiada zewnętrznej powierzchni gotowego wyrobu. Konkretne rozwiązania techniczne stosowane przy rotomouldingu służą temu, aby wsypane do formy tworzywo upłynnić (ogrzewając do temperatury około 200°C), rozprowadzić równomiernie po jej wnętrzu, a w finale ochłodzić, aby zakrzepło w kształcie nadanym przez formę. Ścianka formy jest stosunkowo cienka, ponieważ w trakcie odlewania nie działa na nią ani wysokie ciśnienie, ani nie jest poddawana nadmiernym obciążeniom mechanicznym. Wykonanie prostej formy do rotomouldingu jest możliwe nawet przy użyciu spawarki i nieskomplikowanych, ręcznych narzędzi ślusarskich. Trudniejsze jest wytwarzanie form aluminiowych metodą odlewania lub – w przypadku bardziej skomplikowanych kształtów – frezowania CNC.
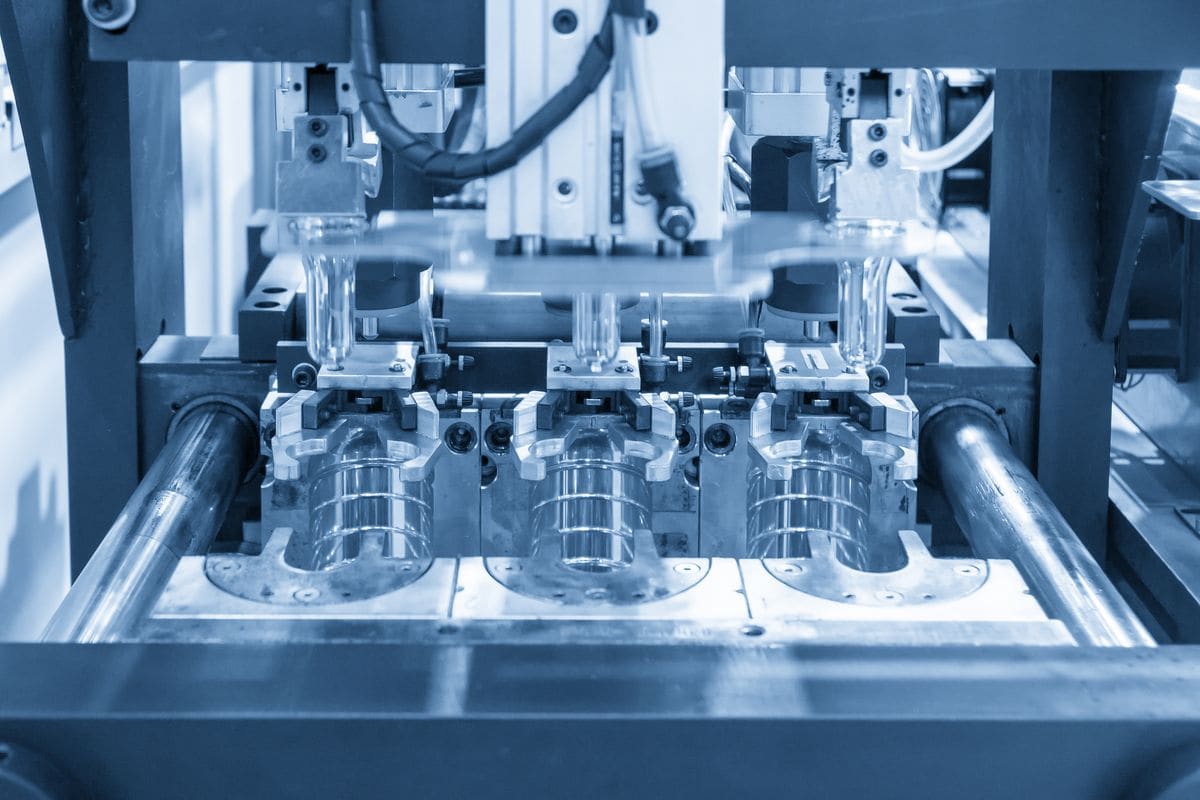
Zupełnie inaczej wyglądają i powstają formy do wtryskarek – skomplikowane konstrukcje z wysokogatunkowej stali. Ich wykonanie wymaga skomplikowanego i kosztownego procesu projektowania oraz wykonania poszczególnych elementów przy użyciu specjalistycznych narzędzi i obrabiarek, bez których niemożliwe jest uzyskanie odpowiedniej precyzji obróbki. Forma wtryskowa składa się z wielu elementów, w tym przede wszystkim szeregu płyt, z których najistotniejsze z punktu widzenia kształtu formowanego przedmiotu są: płyta matrycy (najczęściej przytwierdzona do wtryskarki) i płyta stempla (ruchoma). Po złożeniu płyt tworzy się tzw. gniazdo formujące, czyli pusta przestrzeń mająca kształt, który uzyska formowane tworzywo sztuczne. Przy większych elementach gniazdo formujące jest jedno, przy drobnych detalach gniazd może być kilka, a nawet kilkanaście.
Złożenie wszystkich elementów w jedną formę wymaga doświadczonego zespołu mechaników, jest procesem skomplikowanym i czasochłonnym. Opisane zabiegi zmierzają do tego, aby powstała forma, która wytrzyma setki tysięcy i miliony powtórzeń procesu wtryskiwania gorącego tworzywa pod wysokim ciśnieniem, jego dociskania, chłodzenia i usuwania z formy gotowego wyrobu.
Jak przebiega proces rotomouldingu i formowania wtryskowego?
Proces formowania rotacyjnego rozpoczyna się od zasypania odpowiedniej ilości tworzywa sztucznego w postaci granulatu lub proszku do formy, która następnie zostaje zamknięta. Zależnie od kształtu, który chcemy uzyskać, forma może składać się z dwóch lub większej liczby części, które po zasypaniu tworzywa są łączone (skręcane lub spinane klamrami). Od tego, ile tworzywa znajdzie się w formie, zależy grubość ścianki formowanego przedmiotu. Forma zainstalowana jest na wysięgniku maszyny, która umożliwia jej jednoczesne obracanie w dwóch prostopadłych płaszczyznach i przemieszczanie: najpierw do pieca, a następnie do miejsca schładzania. W piecu następuje upłynnienie tworzywa, które pod wpływem działania siły odśrodkowej (wynikającej z ruchu obrotowego) rozlewa się równomiernie po wnętrzu formy. Stale obracana forma opuszcza piec i jest chłodzona powietrzem aż do zastygnięcia tworzywa. Po wyjęciu odlewu w formie umieszczana jest nowa porcja rozdrobnionego tworzywa w celu rozpoczęcia następnego cyklu produkcyjnego.
Wtryskarka w niczym nie przypomina maszyny do rotomouldinmgu: jest cylindrem, do którego przez specjalny lej doprowadzany jest granulat tworzywa sztucznego. Wewnątrz cylindra znajduje się ślimak, który przemieszcza tworzywo. Uplastycznianie jest możliwe dzięki elektrycznym nagrzewnicom wbudowanym w ściany cylindra. Upłynniona masa, na skutek ruchu tłocznego ślimaka, jest wtryskiwana pod ciśnieniem 80-200 MPa (zależnym m.in. od rodzaju tworzywa i wielkości formowanego elementu) do formy. Następnie występuje faza docisku: wypełniającą gniazdo formujące masę utrzymuje się pod wysokim ciśnieniem aż do zastygnięcia. Trwający od kilku do kilkunastu sekund docisk zapobiega zapadaniu się powierzchni formowanego kształtu. Po ochłodzeniu forma jest otwierana, a wypraska wyjmowana. Po zamknięciu formy rozpoczyna się kolejny cykl pracy wtryskarki.
Puste kontra pełne, duże kontra małe
Choć nie brakuje wyjątków, to zasada ogólna mówi, że rotomoulding jest używany do wytwarzania dużych, pustych w środku przedmiotów. Jedynym ograniczeniem wielkości formowanych produktów jest wielkość maszyny, w tym szczególnie kubatura pieca, w którym upłynniane jest tworzywo. Dlatego w technologii rotomouldingu powstają przede wszystkim różnego typu zbiorniki z tworzyw sztucznych: zbiorniki na olej napędowy i opałowy, zbiorniki na AdBlue, zbiorniki na wodę deszczową oraz szamba i zbiorniki przydomowych oczyszczalni ścieków. Ich pojemność może sięgnąć nawet do 30 tys. litrów. W przypadku formowania wtryskowego sytuacja jest dokładnie odwrotna: wtryskarki doskonale radzą sobie z produkcją niewielkich elementów o bardzo skomplikowanych kształtach. Mają bardzo dużą wydajność, co pozwala w krótkim czasie wytwarzać serie liczone często w milionach sztuk.
Co jest bardziej opłacalne: rotomoulding czy metoda wtryskowa
Opłacalność lub nieopłacalność konkretnej metody formowania tworzyw sztucznych zależy od rodzaju produktu i nakładu. Próba produkcji nakrętek do butelek czy sztućców jednorazowych metodą rotacyjną jest skazana na fiasko: o ile w ogóle udałoby się przeprowadzić proces od strony technicznej, to koszty pracy i energii byłyby niewspółmierne do wartości gotowych wyrobów, a tempo ich wytwarzania bardzo niskie. Podobnie spektakularną katastrofą ekonomiczną zakończyłaby się próba wytworzenia na wtryskarce (w jednym cyklu) zbiornika o pojemności kilkunastu tysięcy litrów. Wystarczy wyobrazić sobie, jak wielkiej formy wymagałoby takie przedsięwzięcie: zwrócenie kosztów jej wytworzenia nie wydaje się możliwe (ze względu na relatywnie niski popyt i cenę zbiorników).
Rotomoulding sprawdza się doskonale w sytuacjach, w których priorytetem jest szybkie rozpoczęcie produkcji oraz niskie koszty wdrożenia. Jest też opłacalny przy produktach wielkogabarytowych, wytwarzanych w krótkich seriach. Metoda wtryskowa dokładnie na odwrót: największą opłacalność oferuje przy wytwarzaniu niewielkich elementów w bardzo dużych ilościach.